¿Se pueden imprimir o inyectar cerámicas y metales gracias a los polímeros?

El procesado de materiales compuestos de metal/cerámica con binder polimérico puede llegar a sustituir más de 33 pasos de mecanizado en piezas de minúsculo tamaño por la inyección en un único paso de múltiples brackets a la vez. [1]. Esta es una de las múltiples aplicaciones que se pueden lograr con una impresora o inyectora “de polímeros” gracias a la tecnología de polvos y sinterización.
Ventajas del material y del procesado
Es innegable que cuando se requieren ciertas propiedades, como dureza, conductividad térmica/eléctrica, resistencia a alta temperatura, alta resistencia a agentes corrosivos, etc., es necesario el conformado de componentes metálicos y cerámicos. Sin embargo, dentro de las diferentes formas de procesado, una de las más peculiares y que mayor versatilidad ofrece es el Moldeo por Inyección de Polvos (PIM) o la Fabricación por Filamento Fundido (FFF), gracias a la posibilidad de obtener piezas metálicas y cerámicas altamente complejas, con un alto rendimiento y a un coste reducido para altas producciones. Sin embargo, todo esto no sería posible sin el crucial papel que desempeñan los polímeros termoplásticos durante el procesado.
Ventajas de los procesos productivos
En este tipo de procesado, se utiliza un sistema ligante termoplástico temporal, que sirve como vehículo conductor para moldear por inyección y por impresión un material altamente cargado de metal y cerámica. Tras procesos térmicos en horno, se consigue degradar el polímero y “fusionar” las partículas sólidas, proceso conocido como sinterización, dando lugar a piezas metálicas y cerámicas.
Entrando más en detalle, en general, para el desarrollo de un nuevo material se realizan varias mezclas, variando el contenido de polvo o el sistema ligante (ver Figura 1). Las mezclas resultantes dan lugar a los denominados feedstocks. Este material se moldea de forma similar a un plástico durante la impresión e inyección. En general, el incremento de la carga sólida facilita el correcto desarrollo de las etapas finales del procesado. Sin embargo, los feedstocks deben tener la capacidad de ser moldeados mediante impresión e inyección, por lo que hay que alcanzar un equilibrio entre carga sólida y sistema polimérico. Por ese motivo, es necesario realizar un estudio reológico que permita determinar la carga óptima con la que continuar el proceso. En todo caso, una vez determinada la mezcla con la que continuar el procesado, el feedstock se moldea mediante inyección o mediante la extrusión de filamento e impresión en una impresora convencional de filamento (también se podría imprimir la granza directamente en impresoras de pellets). De esta forma, se obtienen las denominadas “piezas en verde”.
Hasta este punto el polímero ha servido como vehículo orgánico que aporta fluidez a la mezcla, permitiendo el conformado de piezas complejas. A estas piezas se les realiza la eliminación del sistema ligante (disolviendo los polímeros o por pirólisis), obteniendo las denominadas “piezas en marrón”, las cuales poseen una pequeña cantidad de polímero que ofrece cohesión a las partículas de polvo en la fase previa a la sinterización para que mantengan la forma [2]. Esta etapa es la más crítica del proceso. Tras ello, mediante el proceso térmico de sinterización se consigue que las piezas en marrón se sintericen, “soldándose” una con otra, reduciendo la porosidad y dando lugar a piezas altamente densificadas y con unas propiedades finales características de los materiales metálicos o cerámicos.
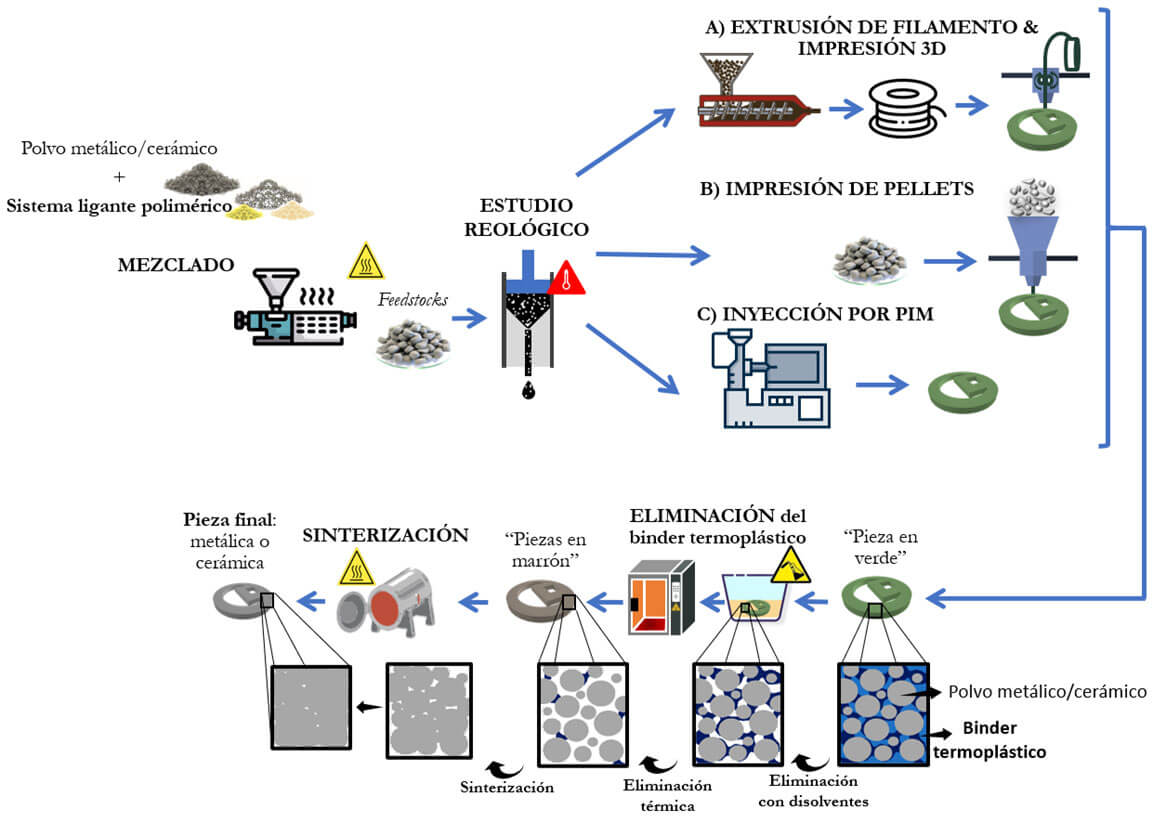
Figura 1. Esquema del procesado de piezas mediante Moldeo por Inyección de Polvos, Fabricación por Filamento Fundido o por Pellets. [Elaboración propia].
El indispensable papel del sistema polimérico o binder
Aunque el porcentaje del sistema ligante o binder polimérico es minoritario (generalmente inferior al 15% en peso), su comportamiento es esencial para que todo el proceso se desarrolle de forma adecuada y sin la aparición de defectos en las piezas. El compound formado por el polvo metálico o cerámico y el sistema ligante tiene que cumplir una serie de requisitos un tanto contrapuestos, donde el binder es el encargado de configurar este equilibrio. Estos requisitos son:
- La necesidad de un alto contenido en polvo es esencial para reducir deformaciones y defectos durante la posterior eliminación del sistema ligante y de la sinterización. Sin embargo, es necesario un equilibrio entre las características reológicas del material fundido (fluidez) y la maximización de la carga sólida.
- Tener la suficiente rigidez y dureza para evitar la deformación de las piezas durante la manipulación y los postratamientos térmicos.
- En el caso de la fabricación de filamentos, el sistema ligante debe aportar también la suficiente flexibilidad para guiar el filamento por el recorrido de la impresora. Pero también se requiere rigidez para que el filamento no pandee o acabe rasgado por las ruedas que impulsan el filamento. Conseguir alta carga sólida, flexibilidad y rigidez no es una tarea sencilla.
- Degradación controlada del sistema ligante. Una vez conformada la pieza, es necesario retirar la parte orgánica sin deformar la pieza. Para ello, se necesita que el sistema ligante se degrade de forma progresiva (los blends de diferentes polímeros facilitan esta tarea) o disolver alguno de sus componentes y degradar térmicamente el resto.
El papel principal del sistema ligante, aparte de servir de vehículo para hacer pasar el polvo por la impresora o inyectora, es asegurar las propiedades anteriores. Es necesario llegar a un balance entre estos requisitos, ya que la priorización de uno de ellos conlleva, en muchos casos, el perjuicio de otra propiedad. La forma de conseguirlo se basa en la modificación composicional del material.
En cuanto a los sistemas ligantes reportados en la literatura [3-5], mayoritariamente están compuestos por varios componentes (Ver Tabla 1), los cuales se pueden agrupar en cuatro categorías: componente flexible, backbone, fluidificante y aditivos:
- La función del componente flexible es dotar a los filamentos de ese carácter flexible que permita su manipulación en la impresora. Este primer componente se suele eliminar en la primera etapa de la eliminación del sistema ligante mediante disolventes.
- La alta carga sólida generalmente va en detrimento de la fluidez, por lo que se necesita incorporar un agente fluidificante. Al ser ceras o polímeros de bajo peso molecular, se suelen eliminar también al inicio de esta etapa.
- El backbone es esencial para asegurar la retención de las partículas de polvo durante la primera etapa de la eliminación del ligante, ya que su degradación se produce en la segunda etapa de la eliminación, aunque un pequeño porcentaje residual se acaba eliminando durante la etapa final de sinterización. También aporta rigidez a los filamentos y a las piezas tras la inyección e impresión (ayuda a retener su forma).
- Por último, los aditivos se necesitan para reducir la viscosidad, evitar aglomeraciones de polvo y mejorar la compatibilidad entre el sistema ligante y el polvo.
Tabla 1. Propiedades aportadas por el sistema ligante a los materiales imprimibles e inyectables.
| Propiedad | Composición para Impresión | Composición para inyección |
| Flexibilidad | Componente flexible
40-70 %vol. Mayoritariamente elastómeros termoplásticos |
– |
| Fluidez | Componente fluidificante
0-10 %vol. Ceras, polímeros bajo peso molecular |
Componente fluidificante
15-50 %vol. Ceras, polímeros bajo peso molecular |
| Rigidez | Componente backbone
0-50 %vol. Mayoritariamente poliolefinas |
Componente backbone
15-50 %vol. Mayoritariamente poliolefinas |
| Compatibilidad | Aditivos
0-5 %vol. Compatibilizantes, dispersantes |
Aditivos
0-5 %vol. Compatibilizantes, dispersantes |
Aplicaciones
En la Figura 2 aparecen representados algunos casos de éxito al emplear estas técnicas de procesado en la producción de componentes complejos, donde se puede apreciar la variedad de aplicaciones y de tamaños que involucra el uso de estas tecnologías [6]. Para la producción de 50.000 piezas/año, la inyección MIM es la tecnología más eficiente para la fabricación de pequeños álabes aeroespaciales (álabe Rolls-Royce Pearl 15, a)). El componente enfriador de pistones de vehículos pesados se ha optimizado evitando el mecanizado de los diferentes huecos con ángulos variables en la propia herramienta de corte que lo mecanizaba (b)). Desde 2016, 500 millones de smartphones han utilizado la aleación de Co-Cr-Mo procesado por MIM como protector de la cámara (c)). Los componentes de alúmina destacan por su alta dureza, resistencia a altas temperaturas y corrosión, convirtiendo al material en adecuado para multitud de aplicaciones, como la boquilla de finas paredes impresa por Lithoz (d)). Por último, los brackets dentales han sido una de las revoluciones más reseñables del MIM en el ámbito biomédico (e)) [1], gracias a la sustitución de más de 33 pasos de mecanizado en piezas de minúsculo tamaño por la inyección en un único paso de múltiples brackets a la vez.

Figura 2. Ejemplos de piezas procesadas por procesos indirectos que emplean binders termoplásticos [1, 6]: a) Álabes de compresor para el motor aeronáutico Rolls-Royce Pearl 15. b) Enfriador por spray de aceite. c) Protector de cámara. d) Boquilla de alúmina. e) Brackets dentales.
Nuestra aportación a los desafíos actuales
AIMPLAS cuenta con todo el equipamiento de compounding, caracterización, inyección e impresión 3D necesario para el desarrollo de materiales que se emplearán en el conformado de estas piezas. Dado el indiscutible papel que tiene el sistema polimérico en el comportamiento del feedstock, el diseño de nuevos materiales metálicos y cerámicos no es trivial. El desarrollo de nuevos metales y cerámicas se enfrenta a la adaptación del sistema ligante para adecuar las características de flujo, las interacciones con el polvo, las características de moldeo y, por último, al transcurso de la etapa de eliminación del binder.
Como es esperable, no todos los materiales poliméricos presentan la adecuada compatibilidad con cualquier carga sólida y, por tanto, no todos confieren al feedstock las propiedades necesarias. Es, por tanto, en la formulación del sistema polimérico o binder donde reside la mayor dificultad, pero donde AIMPLAS cuenta con la experiencia tanto en la investigación y en el desarrollo de estos materiales plásticos, en el empleo de cargas de diferente naturaleza, y en la optimización de parámetros de proceso para impresión 3D e inyección.
Figura 3. Proceso de impresión de material de matriz polimérica y carga cerámica
Referencias
[1] Huff, S. de OrthoOrganizers (Ed.), Conferencia PIM 2000 “PIM Producers”, State College, Penn State, 2000.
[2] N. Loh, S. Tor, K. Khor, Production of metal matrix composite part by powder injection molding, Journal of Materials Processing Technology 108 (2001) 398–407. https://doi.org/10.1016/S0924-0136(00)00855-4
[3] J.A. Naranjo, C. Berges, A. Gallego, G. Herranz, A novel printable high-speed steel filament: towards the solution for wear-resistant customized tools by AM alternative. In press, Journal of Materials Research and Technology 11 (2020) 1534–1547. https://doi.org/10.1016/j.jmrt.2021.02.001.
[4] J. Gonzalez-Gutierrez, S. Cano, S. Schuschnigg, C. Kukla, J. Sapkota, C. Holzer, Additive Manufacturing of Metallic and Ceramic Components by the Material Extrusion of Highly-Filled Polymers: A Review and Future Perspectives, Materials (Basel) 11 (2018). https://doi.org/10.3390/ma11050840.
[5] R.M. German, A. Bose, Injection molding of metals and ceramics, Metal Powder Industries Federation, Princeton N.J. U.S.A., 1997.
[6] PIM International Magazine.https://www.pim-international.com/powder-injection-moulding-international-magazine-archive/