Defectos en materiales compuestos: detección y análisis con ultrasonidos

El estudio de defectos en materiales compuestos mediante técnicas no destructivas ha ganado una importancia significativa en la industria moderna debido a su presencia en gran variedad de aplicaciones industriales, como la aeroespacial, la automotriz y la construcción, en las que sus elevadas prestaciones y bajo peso son determinantes.
La presencia de defectos en los materiales compuestos conlleva una pérdida de propiedades mecánicas, así como afectan al acabado estético, en determinados casos. Estos defectos pueden incluir grietas, delaminaciones, inclusiones de aire, falta de consolidación y variaciones en la composición.
Las técnicas no destructivas de ensayo, que incluyen ultrasonidos, termografía, radiografía, inspección visual y técnicas electromagnéticas, ofrecen la capacidad de detectar y caracterizar defectos sin comprometer la integridad del material. Este campo de estudio es crucial para garantizar la seguridad, fiabilidad y eficiencia de los componentes fabricados con materiales compuestos, y su continuo avance contribuye significativamente al desarrollo y la innovación en diversas industrias.
Procesos de fabricación de composites
Centrando el estudio en los defectos debidos a la inclusión de aire en los materiales, el grado de porosidad en estos depende fundamentalmente de distintos fenómenos reológicos y termodinámicos producidos en el proceso de fabricación del material. Así, se pueden diferenciar dos grandes grupos de procesos de fabricación de composites que afectan de forma distinta al grado de porosidad del producto final:
- Fabricación por LCM (Liquid Composite Molding), se basa en la inyección de resina en preformas cerradas donde se tienen las fibras preconformadas. Algunos ejemplos de este tipo de procesos son el RTM (Resin Transfer Moulding), donde la resina se inyecta a alta presión en un molde cerrado donde se encuentran las fibras, o el VARTM (Vacumm Assisted Resin Transfer Moulding), que, a diferencia del RTM, sustituye la parte superior del molde por una bolsa de vacío.
- Compuestos pre-impregnados o prepregs, que consisten en refuerzos, como fibras de carbono o de vidrio, dispuestos en láminas delgadas (generalmente unidireccionales o tejidas) pre-impregnadas previamente con resina (termoplástica o termoestable). Posteriormente, se forma el laminado apilando distintas capas (lay-up) y se cura para formar el producto final.
Tipología de poros en función del proceso de fabricación
- Porosidad en la fabricación mediante LCM: es debida principalmente al aire atrapado durante la inyección de la resina. Esto se debe a la falta de homogeneidad del refuerzo, tanto a nivel de plano como a través del espesor, que afecta a la capacidad de impregnación de la resina, produciendo una permeabilidad no uniforme.
demás, las reacciones químicas que tienen lugar durante el curado de la resina pueden producir volátiles que originan porosidad, o que los propios gases, por ejemplo, la humedad, disueltos en esta, comiencen a agruparse y coalescer (nucleación) debido a las condiciones de temperatura y presión del curado.
De esta forma, se diferencian 3 tipos de poros en función de su localización[1] (también pueden clasificarse en función del tamaño (micro: escala de µm, meso: µm-mm y macro: mm), ver Figura 1):
- Intra-bundle: poros producidos entre las fibras de un mismo tow[2].
- Inter-bundle: poros producidos entre tows. Son más grandes que los intra en dirección transversal pero más pequeños en dirección longitudinal.
- Dry spots: poros de gran tamaño en zonas de la preforma producidos por una mala distribución de la resina y que son visibles a simple vista.
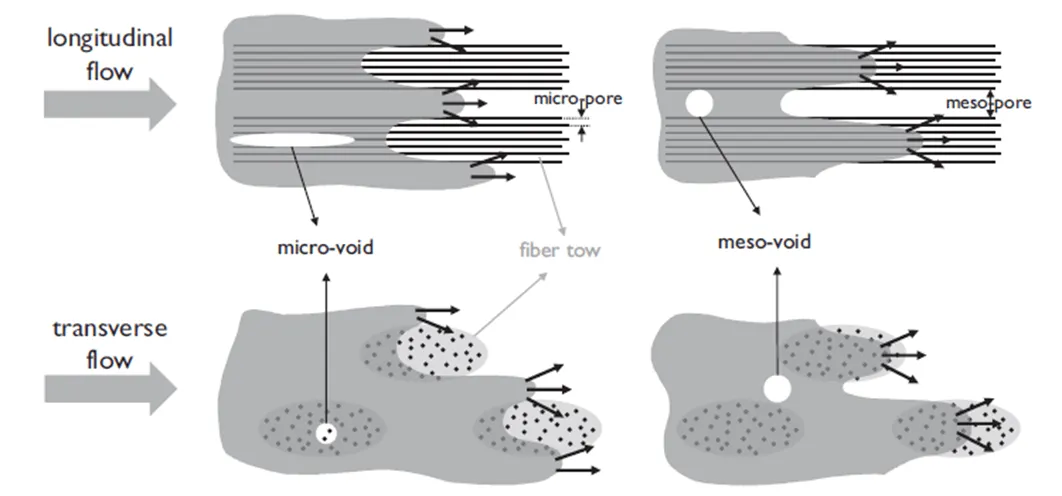
Figura 1. Ejemplos de poros producidos en procesos de fabricación por LCM según su tamaño [1].
- Porosidad en compuestos pre-impregnados, a diferencia del proceso por LCM, el proceso de impregnación previo de las fibras, el apilado de las distintas capas del laminado (laying-up) y las etapas de curado posterior, son las fases más comunes en las que se origina la porosidad final del componente. En este caso, también se distinguen 3 tipologías principales:
- Los intra-ply aparecen entre fibras de una misma capa del laminado y se deben a una impregnación parcial del refuerzo durante el proceso de fabricación del prepreg. Generalmente, los poros intra-ply, también denominados áreas secas, o dry areas, tienen forma de canal y se extienden a lo largo de los tows de fibras. Este tipo de porosidad tiende a desaparecer una vez la resina fluye a través de ellos, debido a la acción de la presión y de la temperatura.
- Por otro lado, los inter-ply son los producidos entre capas del laminado debido principalmente al atrapamiento de aire durante el laying-up.
- Por último, pueden aparecer poros en la propia resina por la generación de volátiles en el proceso de curado o debido a la humedad disuelta en esta. En consecuencia, el proceso de apilado y el curado posterior del laminado son factores determinantes para reducir la porosidad en este tipo de composites. Así, existen principalmente 2 procesos de curado:
- Curado en autoclave: produce compuestos de altas prestaciones debido a las elevadas presiones (7-8 bares) alcanzadas en el proceso, las cuales favorecen la extracción y disolución de poros y permiten obtener un mayor porcentaje en volumen de fibra. Entre sus desventajas se encuentran su elevado coste y la selección del ciclo de curado óptimo.
- OaA (Out of Autoclave): emplea únicamente la presión de vacío (1 bar) para compactar las distintas capas del laminado (VBO, Vacumm Bag Only) y extraer la porosidad en el proceso de consolidación. Este proceso permite la reducción significativa de coste respecto al autoclave permitiendo producciones de piezas de mayor tamaño. Sin embargo, el empleo de menores presiones de consolidación conlleva una mayor probabilidad de porosidad y acabados que en la fabricación por autoclave.
Proceso por deposición automática mediante tapes
Por otro lado, en cuanto al apilado de las distintas capas del laminado para la creación de una preforma, destaca el proceso por deposición automática (Automated Prepreg Laying) mediante tapes[3] (ATL, Automated Tape Laying, y AFP, Automated Fiber Placement)[4] donde el curado del prepreg se realiza a la vez que se depositan las distintas capas (in-situ consolidation) en el caso de matrices termoplásticas, mientras que si la matriz es termoestable, el proceso requiere de un curado posterior (como los mencionados anteriormente) ya que la consolidación necesita de velocidades de proceso más lentas.
Durante el proceso de deposición automática, pueden aparecer gaps debidos a fallos de precisión del apilado, es decir, huecos entre tapes sucesivos. Otros defectos que pueden darse en este proceso son overlaps (opuesto a los gaps, se producen cuando dos tapes se superponen), ondulaciones (wrinkless), fallos de adhesión (briding) o enrrollamientos de los tapes (twsited tow), los cuales se representan en la Figura 2.
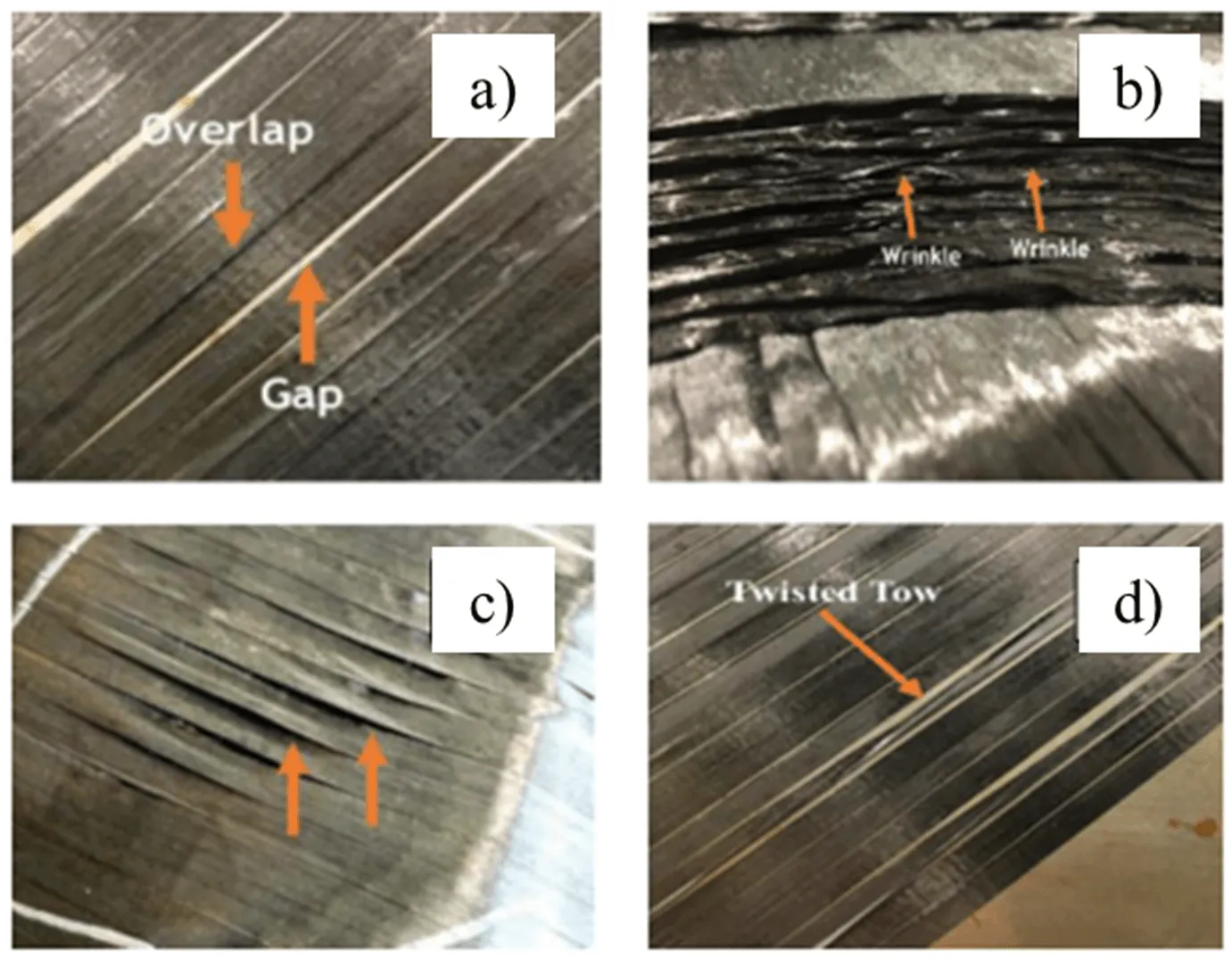
Figura 2. Defectos típicos en procesos por deposición automática de tapes [2].
Caracterización de porosidad mediante ultrasonidos
Actualmente existen distintas técnicas no destructivas para caracterizar el grado de porosidad, tamaño y localización de defectos en materiales compuestos como son la [5], la termografía o los rayos X. Entre ellas, una de las más usadas, es la detección por ultrasonidos, basada en la propagación de ondas sonoras a través del material.
Cuando se aplica una fuente de ultrasonidos a la superficie de un material, emite pulsos de alta frecuencia que viajan a través de este. Si el material está libre de defectos, estas ondas se propagan de manera uniforme y se reflejan en la interfaz entre diferentes medios o en defectos internos. Sin embargo, si el material contiene un defecto, como una grieta o una delaminación, parte de la energía de la onda se reflejará o se dispersará en lugar de continuar su propagación.
Al medir y analizar las señales ultrasónicas reflejadas, es posible identificar la presencia, ubicación, tamaño y características de los defectos en el material. Por otro lado, esta técnica presenta la principal desventaja de que necesita de un agente que acople el material y el transductor para evitar la capa de aire entre estos ya que refleja toda la señal. Además, es una técnica de inspección lenta y de baja flexibilidad para piezas grandes con superficies no planas.
Métodos de inspección con ultrasonidos
Sobre la aplicación de esta técnica, existen distintos métodos en función de los transductores utilizados y sus características [3]. La más sencilla es la denominada pulso-eco ya que consiste en el uso de un único transductor que emite y recibe las señales ultrasónicas. Una variante de este sería el pitch & catch, basado en el mismo principio, pero con el uso de dos transductores, un emisor y un receptor. También existen técnicas más complejas, ejemplo de ello es la phased array, basada en la emisión de multipulsos rectificados (se juega con el retardo de la emisión y la corrección de las señales recibidas), lo que permite aumentar la resolución de las técnicas convencionales y la aplicación en superficies curvas y componentes estrechos, por lo que es muy usada en aplicaciones aeronáuticas. Otros ejemplos serían las que utilizan la tecnología láser, aunque el principio físico es distinto al puramente ultrasónico.
Por otro lado, han surgido técnicas para eliminar el inconveniente del uso de un agente acoplante entre muestra y transductor. Así, se tiene la técnica de inmersión, en la que la muestra se sumerge en agua (cosa que puede afectar al material), o la denominada air-coupled, que permite inspeccionar el material sin tener contacto con el transductor (rápida y de bajo coste, pero de baja precisión y sensibilidad).
Por último, cabe mencionar que, en todas las técnicas anteriormente mencionadas, la señal se emite de forma perpendicular a la muestra, pero también se puede emitir el pulso de forma oblicua para detectar defectos perpendiculares a la superficie de inspección o defectos en soldaduras. A esta técnica se le conoce como ultrasonidos de incidencia oblicua.
Representación de resultados
Además de la técnica de inspección, se pueden obtener distintos resultados en función del tipo de inspección que se realice en la muestra (Figura 3):
- A-scan (Amplitude-scan): escaneo sobre la superficie de la pieza mediante la técnica pulso-eco obteniendo una representación instantánea de las distintas reflexiones (energía recibida en función del tiempo) que se dan en el espesor de la muestra resultado de posibles defectos paralelos a dicha superficie como delaminaciones, poros planos y erosión.
- B-scan (Linear-scan): representación 2D de la sección analizada donde se muestra el tiempo de recepción de la señal vs la posición del transductor. Se pueden detectar defectos en las fibras (paralelos a la superficie de escaneo) como ondulaciones y arrugas.
- C-scan (Through Transmission): representación de alta resolución y más completa ya que se detecta posición, tamaño y forma de los defectos internos de la sección analizada gracias al acoplamiento entre transductor y receptor, los cuales se encuentran en lados opuestos de la muestra (para ello es necesario el uso de un sistema de adquisición de datos).
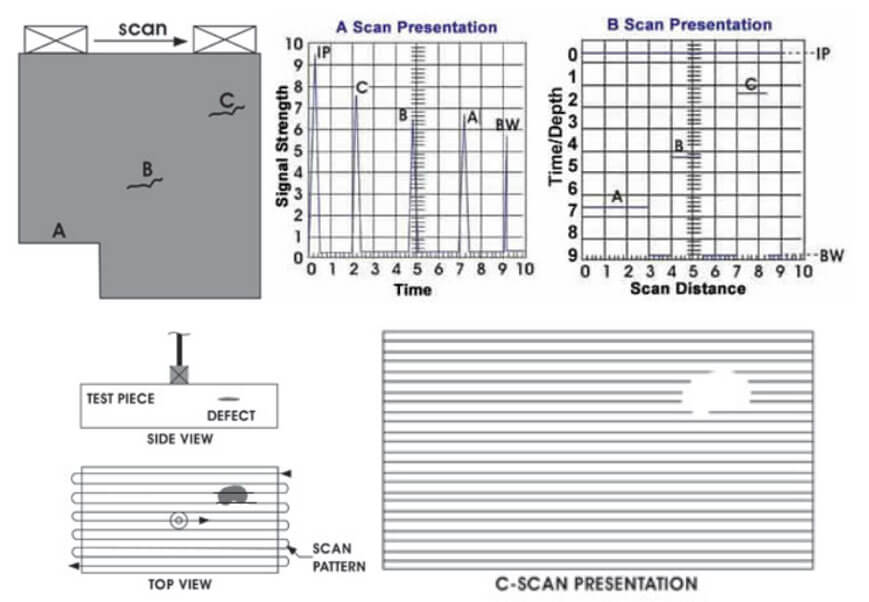
Figura 3. Ejemplo de las distintas formas de presentar los resultados en función del escaneo de la pieza (IP: Initial Pulse, BW: Back Wall pulse) [4].
En cuanto a la aplicación en materiales compuestos, la complejidad de análisis es elevada ya que, debido a la distinta composición que forma el material, las ondas sufrirán reflexiones y dispersiones continuas al pasar por la fibra y la matriz, además de que la velocidad del sonido no será constante en todo el espesor de la muestra. Es por ello, por lo que la atenuación de la señal en este tipo de materiales es muy grande y definir bien las características del transductor (se requieren altas ganancias y frecuencias) es esencial si se quiere utilizar la técnica convencional pulso-eco. Así, en esta tipología de material se recomienda utilizar alguna técnica complementaria como la basada en phased array [5] o más avanzada como puede ser la de Rayos X combinada con Micro CT, en la que se obtiene una representación 3D gracias a las diferencias de absorción y dispersión de los rayos X al pasar por los diferentes materiales. En este caso, la precisión es muy dependiente del procesado de las imágenes y el coste del equipamiento necesario y de su mantenimiento es elevado [6].
¿Cómo puede ayudarte AIMPLAS?
En AIMPLAS disponemos de un equipo de ultrasonidos con el que podemos aplicar las técnicas pulso-eco y pitch & catch (transductores de 5 y 10 MHz).
En la Figura 5 se puede observar un ejemplo para la medida de espesor de un laminado de 10 capas de prepreg de fibra de carbono tejida (0/90º) con epoxy fabricado en AIMPLAS mediante OoA, (Figura 4). Además, también se fabricaron laminados con defectos ad hoc simulando fallos de deposición por AFP, también detectables por el equipo.
En la Figura 6, se muestran las representaciones A-scan de los espectros de reflexión de los 2 tipos defectos fabricados, ambos a 1.8mm de la superficie y de dimensiones 1.8 × 5mm y 1.8 × 1.5mm respectivamente. En ambos casos se aprecian reflexiones sobre los 2mm debidas al inicio de los defectos y a los 4.5mm debidas a la parte inferior del laminado, aunque en el caso del defecto de mayor anchura, este punto se adelanta ya que, debido al gap, las capas inferiores del laminado cedieron hacia el hueco al aplicar el vacío, produciendo una zona de menor espesor. También es interesante comentar, comparando con el caso de referencia, que la amplitud de la reflexión debida al espesor del laminado es menor cuanto mayor es el defecto ya que este absorbe parte de la energía de la señal.
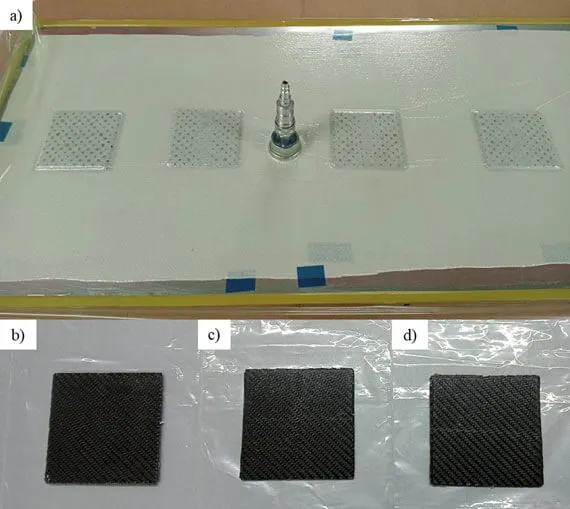
Figura 4. Proceso de fabricación de los distintos laminados; (a) laminados tras aplicación de vacío y curado, (b) laminado de referencia (sin defectos internos), (c) defecto a 1.8mm de la superficie superior de 1.8x5mm en el centro, (d) defecto a 1.8mm de la superficie superior de 1.8×1.5mm en el centro.

Figura 5. Medida de espesor en muestra de referencia (5 MHz); (1) zona muerta del transductor, (2) reflexiones debidas a porosidad en las sucesivas capas del laminado (inter-ply gaps), (3) reflexión debida a la parte inferior del laminado.
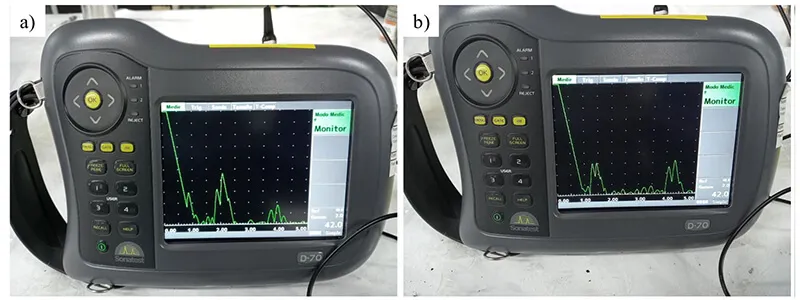
Figura 6. Espectros de reflexión (A-scan, 5 MHz); (a) defecto de 5mm y (b) defecto de 1.5mm.
En conclusión, el estudio de defectología en composites tiene gran interés a nivel industrial y de investigación ya que estos influyen en gran medida en las propiedades finales de los componentes fabricados, así como en su fiabilidad y seguridad en su vida útil. Así, es muy importante el uso de técnicas capaces de evaluar estos defectos, entre las que predominan las técnicas no destructivas por su ventaja de no afectar a la integridad de la pieza. En este campo, destaca el uso de los ultrasonidos por su simplicidad y su gran variedad de aplicaciones en función de los materiales que conforman el producto a analizar.
BIBLIOGRAFÍA
M. Mehdikhani, L. Gorbatikh, S. Lomov y I. Verpoest, «Voids in fiber-reinforced polymer composites: A review on their formation, characteritics, and effects on mechanical performance,» Journal of Composite Materials, 2018.
D. Sáenz, «Characterization and real-time process monitoring of thermoplastic composites manufacturing processes,» Polytechnic University of Madrid, 2020.
J. Jodhani, A. Handa, A. Gautam, Ashwni y R. Rana, «Ultrasonic non-destructive evaluation of composites: A review,» Materials Today, 2023.
«Nondestructive Evaluation Techniques: Ultrasonic Testing,» Iowa State University, [En línea]. Available: https://www.nde-ed.org/NDETechniques/Ultrasonics/index.xhtml.
H. Taheri y A. Arabi, «Nondestructive Ultrasonic Inspection of Composite Materials: A Comparative Advantage of Phased Array Ultrasonic,» MDPI, 2019.
J. Kratz, P. Galvez, L. Rhian, J. Belnoue y K. Potter, «Lab-based in-situ micro-CT observation of gaps in prepreg laminates during consolidation and cure,» University of Bristol, 2021.
[1] En función del autor, existen distintas denominaciones de los tipos de poro.
[2] Conjunto de fibras contínuas agrupadas en una sola hebra o cinta.
[3] Láminas delgadas y flexibles de material compuesto con alto contenido de fibra.
[4] La diferencia entre ellos es que los tapes usados en ATL son más anchos que los usados en AFP, por lo que para superficies más complejas se utiliza la fabricación mediante AFP.
[5] Realmente esta técnica es destructiva si se quiere ver la sección de la muestra.